
Lasertriangulation ist ein Messverfahren, welches bereits im 16. Jahrhundert von Roijen Snell erfunden wurde. Das Verfahren basiert auf der Kenntnis der Daten eines rechtwinkligen Dreiecks, bei dem eine Seitenlänge und ein Winkel bekannt ist. Dieses wurde seit seiner Erfindung von der Geodäsie (Landvermessung) eingesetzt, und mit dem Aufkommen digitaler Kamerasysteme in der präzisen Vermessung von Höhenprofilen auf Objekten in der Industrie eingesetzt. Weiterhin findet das Prinzip des Scheimpflug Winkels Anwendung, das es ermöglicht, eine geneigte Objekt-Ebene scharf abzubilden. Dabei werden Bild- und Objekteben in einem bestimmten Winkel geneigt, damit die die Schnittgerade der beiden Ebenen die Objekte scharf abbildet. Dieses Verfahren wurde von Theodor Scheimpflug im 19. Jahrhundert erfunden. » Wikipedia Scheimpflugsche Regel
Vibrationskompensation Lasertriangulation
In modernen Laser Linien Sensoren wird zunächst aus einem punktförmigen Laserstrahl durch eine Powell Optik eine Laserlinie mit annähernd gleicher Lichtstärke entlang der Linie erzeugt. Diese Line wird senkrecht (also 90° zur Objektoberfläche) auf das zu messende Objekt projiziert. Die Empfangseinheit des Sensors besteht aus einem 2 D Image Chip mit typischerweise 2048 x 2048 Pixeln. Durch die schräge Anordnung (Triangulationswinkel) von Objektiv und Image Chip zur Laserline, wird das diffus reflektierte Licht der Laserline auf den Image Chip projiziert. Dort trifft das Licht dann auf mehrere Pixel in einer Spalte. Ein Auswerte-Algorithmus bestimmt nun entlang eines Profiles für jede Spalte den korrekten z-Wert, also die Höhe des Objekts. Daraus resultiert ein Profil der Höhe, welches nach Anwendung von Kalibrierungsalgorithmen, präzise Werte für die Breite- und Höhenpunkte eines Profils ausgeben kann. Werden nun viele Profile in einer Bewegung über ein Objekt aufgenommen, so erhält man eine 3D Punktewolke, die mit einer Bildverarbeitungssoftware in 3 Achsen y, y, z präzise vermessen werden kann » QuellTech Q6 Laserscanner
3 D-Laserscanner, die auf dem technischen Prinzip der Triangulation aufbauen, besitzen den Vorteil einer Berührungslosen Messtechnik, die sich die Bewegung von Fertigungsprozessen, wie z.B. durch Förderbänder zu Nutze machen können -auch In-line-Anwendungen genannt.
» Laserscanner Applikation Dickenmessung/Schichtdickenmessung
Mit dieser In-line-Messung, entfällt der Nachteil, den z.B. 3D Verfahren mit strukturiertem Licht haben, die z. B bei einer Oberflächenprüfung auf einen kurzen Stillstand des Messobjektes angewiesen sind. Somit lassen sich in der Fertigungsmesstechnik mit einer optischen Laser Messtechnik hohe Prozessgeschwindigkeiten und kurze Taktzeiten erreichen. Ein weiterer Vorteil ist, dass die Lasertriangulation sehr robust ist gegenüber Fremdlicht. Starke Bandpassfilter sorgen dafür, dass nur Laserlicht mit wenigen Nanometern Bandbreite durchgelassen wird. Durch diese Filterung des Umgebungslichts, wird ein Rauschen bei der Vermessung unterdrückt. Wichtig ist dies z.B. bei den Anwendungen Schweißnahtführung, Schweißnahtkontrolle, Ebenheit messen, Oberflächenprüfung, Schichtdickenmessung, Präventive Instandhaltung und Volumen messen.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenDurch die Verwendung von verschiedenen Optiken können Messbereiche von wenigen mm mit einer Sensorauflösung im 3 µm Bereich bis zu 1000 mm x und z- Messbereiche erreicht werden. Weiterhin können für sehr große Objekte mehrere Laser-Triangulation-Sensoren parallel nebeneinander betrieben werden. Die dabei entstehenden Einzelpunktewolken können in einer Bildverarbeitungssoftware zu einer gemeinsamen Punktewolkekonsolidiert werden.
Die Auflösung eines Sensors ist die kleinstmögliche Unterscheidung zwischen zwei Messpunkten. Bei einem QuellTech 3D Laserscanner bestimmt die Messbreite in x geteilt durch Anzahl der Pixel die x-Auflösung. Die z-Auflösung berechnet sich aus der x-Auflösung, dem Winkel der Triangulation, dem Abstand zwischen Sender und Empfänger und dem Scheimpflugwinkel.
Die z-Auflösung wird in der Regel über viele Profile gemessen und erzeugt damit eine Standardverteilung der einzelnen Profile. Der Mittelwert dieser Standardverteilung repräsentiert die Auflösung in z-Richtung. Diese so gemessene Auflösung ist gleichzeitig ein Synonym für Wiederholgenauigkeit oder Präzision.
In der Auswahl eines geeigneten Sensors, der die geforderte Maßtoleranz eines Objekts prüfen soll, muss die Auflösung mit der Maßtoleranz zusammenpassen. Dabei ist die Auflösung in x Richtung, also entlang der Laserprofillinie von der Optik und dem Image Chip abhängig, also der Hardwarekonfiguration des Sensors.
Die Auflösung in z-Richtung, also der Höhe des Profilpunktes ist einerseits abhängig von der X-Auflösung, zum anderen von der Oberflächenrauheit des zu vermessenden Bauteils. In der Regel lässt sich annehmen, dass je rauer eine Oberfläche ist, desto mehr Rauschen erzeugt diese. Dieses Rauschen vermindert dabei die erzielbare Auflösung.
Die Wiederholgenauigkeit zeigt an, wie robust die Messdaten sind, oder ob diese Schwankungen unterliegen. Da die Laser Linien Triangulatoren in der Regel keine beweglichen Teile haben, kann mit einer hohen Wiederholgenauigkeit des Sensors gerechnet werden. Da jedoch fast immer der Sensor eine Bewegung mittels einer präzisen Achse über das Messobjekt macht, oder das Messobjekt unter dem Lasersensor über ein Förderband bewegt wird, können durch diese Bewegungen Höhenfehler aufgenommen werden, die dann die Wiederholgenauigkeit verringern. Diese Höhenfehler lassen sich dann mit Differenzmessverfahren eliminieren.
Als Faustregel bei der Auswahl eines Sensors kann man annehmen:
Das kleinste noch zu messende Detail, ist etwa um Faktor 5 größer als die jeweilige Auflösung in x, y, und z. Sollen z.B. Oberflächendefekte einer Größe von 100 x 100 x 100 µm (x,y,z) detektiert werden, sollte der Sensor eine Auflösung von 20µm in x, 20 µm y, 20µm in z besitzen.
Die Genauigkeit ist der berechnete Wert, zwischen dem gemessenen und dem „wahren“ Wert.
Um diesen Wert zu ermitteln, nimmt man eine Anzahl von Messprofilen auf und berechnet daraus ein Mittelwertprofil. Dann wird die Differenz berechnet zwischen den wahren Wert der Entfernung mit dem gemessenen Wert über das Profil. Damit lässt sich auch die Linearität bestimmen.
Die Genauigkeit ( Accuracy) ist der Wert, der zwischen dem gemessenen und dem „wahren“ Messwert liegt.
Wenn mit einem Höhennormal von 10 mm, dass die Genauigkeit von 0,1 µm aufweist, mit dem Lasersensor die Höhe von 9,980 mm gemessen wird, erhält man eine Abweichung von 20 µm zum realen Wert. Misst man dagegen 9,999 mm, beträgt die Abweichung nur 1µm.
Die Genauigkeit eines Laserscanners, hängt von der Hochwertigkeit der Optiken, der präzisen Montage aller optischen Komponenten und der Qualität der Kalibration ab. Das bedeutet, dass sich durch eine hochwertige Kalibration, auch eine hohe Genauigkeit des Sensors erzielen lässt.
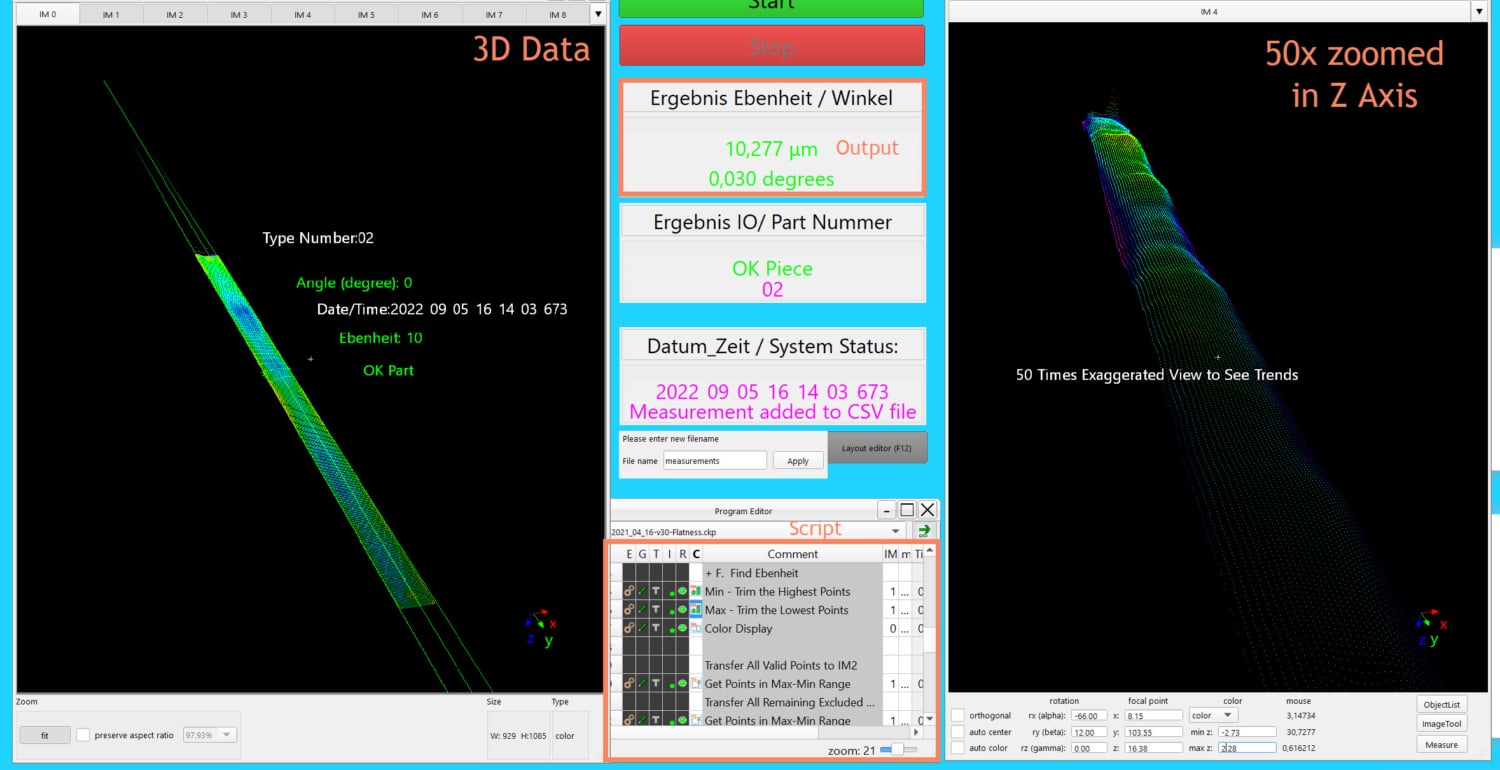
Von vielen gemessenen Profilen, die gemittelt werden, lässt sich die Abweichung in Z Richtung über den Messbereich bestimmen. Dies ist eine Indikation für den besten Focus Bereich des Sensors, d.h. den Arbeitsbereich, in dem die Optiken am schärfsten abbilden.
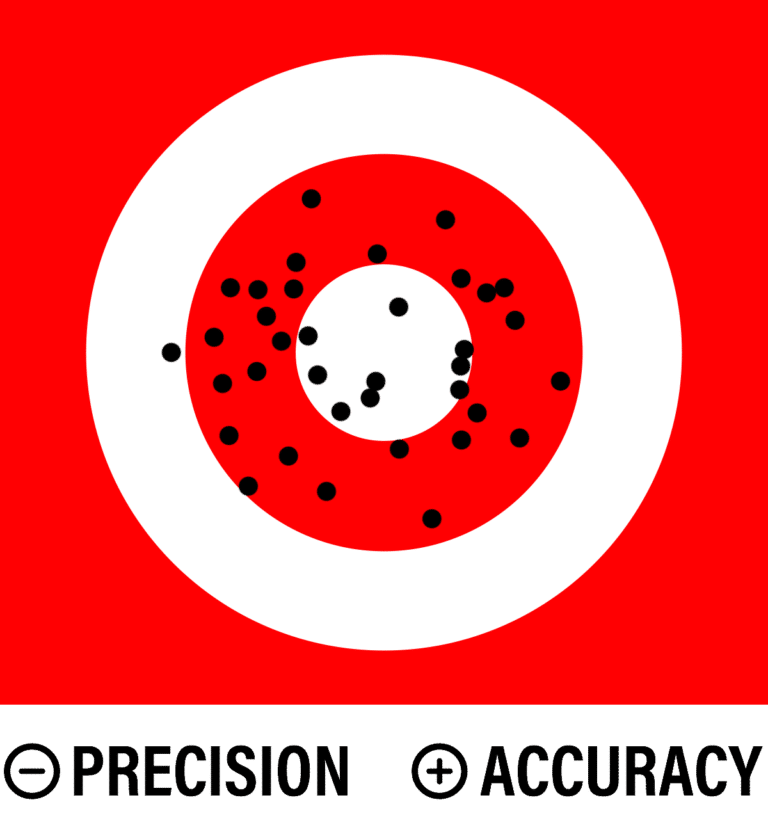
Die Präzision sagt etwas aus über die Streuung der Messwerte. Liegen die Messwerte sehr nah beieinander, spricht man von hoher Präzision. Dennoch genügt eine hohe Präzision allein nicht, denn die Werte können dennoch eine schlechte Genauigkeit haben, obwohl sie eng beieinander liegen.Daher ist es in der Praxis wichtig, dass Präzision und Genauigkeit gut sind, dann lassen sich auch gute Messergebnisse erzielen.
Häufig wird jedoch der Einfluss von Handling-Bewegungen unterschätzt z.B., wenn ein Roboter nur eine Positioniergenauigkeit von 600 µm erreicht, kann ein Laser Triangulationssensor eine Genauigkeit von 4 µm haben, diese wird dann jedoch überlagert durch Roboter Positioniergenauigkeit. Dennoch lassen sich auch bei solchen Bedingungen durch ausgeklügelte Messtrategien weiterhin hohe Genauigkeiten mit diesem optischen Messverfahren erreichen.
Wir helfen Ihnen gern damit!

Stefan Ringwald
Technischer Ansprechpartner
Wenn Sie Fragen zur industriellen Bildverarbeitung haben oder eine Beratung von QuellTech zu diesem Thema wünschen, stehen wir Ihnen gerne zur Verfügung.
Wir möchten Ihnen helfen, Ihre spezifische Messaufgabe zu evaluieren. Durch eine erste kostenfreie Testmessung Ihrer Anwendung können wir bereits frühzeitig eine Einschätzung zur Machbarkeit geben.
Es gibt immer Potential für Verbesserungen, wir helfen Ihnen dabei. Sprechen Sie uns an, um weitere Informationen zu erhalten oder einen Termin für eine Beratung zu vereinbaren.
Sie möchten die Machbarkeit Ihrer Messaufgabe so früh wie möglich abschätzen? Kontaktieren Sie uns und nutzen Sie unsere kostenfreie Erstmustervermessung.
Durch das Absenden des Kontaktformulars erklären Sie sich damit einverstanden, dass Ihre Daten zur Bearbeitung Ihrer Anfrage verwendet werden (weitere Informationen und Hinweise zum Widerruf finden Sie in der Datenschutzerklärung).
Ihr technisch fachkundiger Ansprechpartner, Stefan Ringwald, hilft Ihnen gerne weiter.
Unser Ziel ist es, Ihre spezifischen technischen Anforderungen für Ihre aktuelle Messaufgabe vollständig zu verstehen.
Dank langjähriger Erfahrung mit komplexen Aufgaben im Bereich der 3D-Lasermesstechnik erhalten Sie von uns fundierte Lösungsvorschläge.
Hinweis für Deutsche Unternehmen:
Für Investitionen in Ausrüstungen gilt seit Juli 2025 eine degressive Sonderabschreibung von bis zu 30% p.a. – befristet bis Ende 2027.
Je früher die Anschaffung erfolgt, desto länger kann dieser Vorteil genutzt werden.
(Dies ist keine Steuerberatung, bitte wenden Sie sich für Details an Ihre Steuerberatung.)
Sie sehen gerade einen Platzhalterinhalt von Vimeo. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen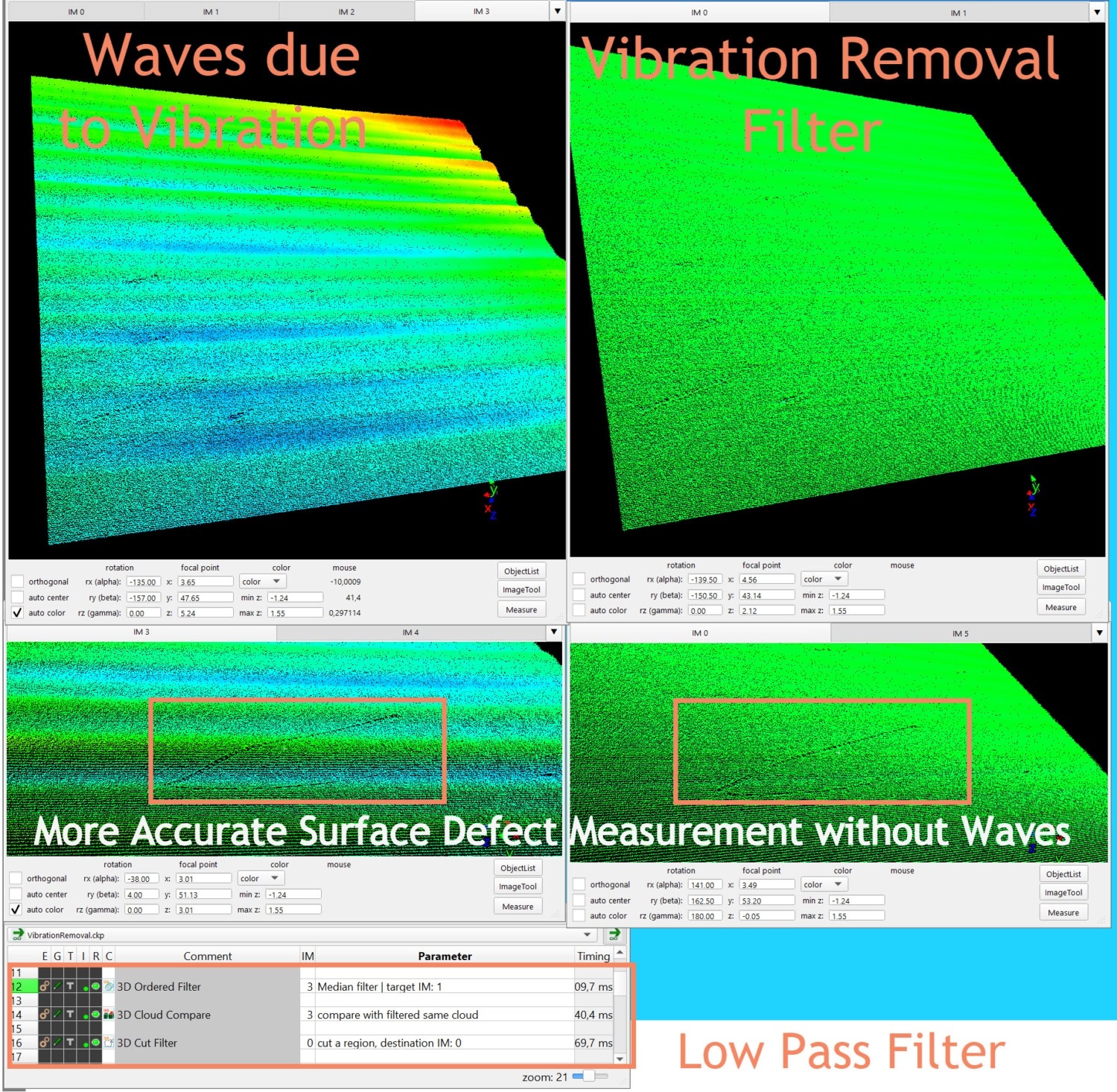{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}