
Laser triangulation is a measurement method that was invented as early as the 16th century by Roijen Snell. The method is based on the knowledge of the data of a right triangle, where a side length and an angle are known. This has been used by geodesy (land surveying) since its invention, and with the advent of digital camera systems has been used in the precise measurement of height profiles on objects in industry. Furthermore, the principle of the Scheimpflug angle is applied, which makes it possible to sharply image an inclined object plane. The image and object planes are inclined at a certain angle so that the intersection line of the two planes shows the objects in sharp focus. This method was invented by Theodor Scheimpflug in the 19th centur. » Wikipedia Scheimpflug Principle
Vibration Compensation
In modern laser line sensors, a laser line with an almost uniform intensity is first generated along the line from a point-shaped laser beam by Powell optics. This line is projected perpendicularly (i.e. 90° to the object surface) onto the object to be measured. The receiving unit of the sensor consists of a 2 D image chip with typically 2048 x 2048 pixels. Due to the oblique arrangement (triangulation angle) of lens and image chip to the laser line, the diffusely reflected light of the laser line is projected onto the image chip. There the light hits several pixels in a column. An evaluation algorithm now determines the correct z-value, i.e. the height of the object, along a profile for each column. This results in a profile of the height, which, after applying calibration algorithms, can output precise values for the width and height points of a profile. If many profiles are now recorded in one movement over an object, a 3D point cloud is obtained, which can be precisely measured in 3 dimensions x, y, z with image processing software. » QuellTech Q6 Laserscanner
3D laser scanners, which are based on the technical principle of triangulation, have the benefit of non-contact measurement technology that can take advantage of the movement of manufacturing processes, such as conveyor belts – also called in-line applications.
» Laser scanner application coating thickness measurement
This in-line measurement eliminates the disadvantage of 3D methods with structured light, for example, which depend on a short standstill of the measured object during surface inspection. Thus, high process speeds and short cycle times can be achieved in production metrology with optical laser measurement technology. Another advantage is that laser triangulation is very robust against extraneous light. Strong bandpass filters ensure that only laser light with a bandwidth of a few nanometers is transmitted. By filtering the ambient light in this way, noise in the measurement is suppressed. This is important, for example, in the application of weld seam tracking.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationBy using different optics, measuring ranges from a few mm with a sensor resolution in the 3 µm range up to 1000 mm x and z- measuring ranges can be achieved. Furthermore, for very large objects, several laser triangulation sensors can be operated in parallel side by side. The resulting single point clouds can be consolidated to a common point cloud in an image processing software.
The resolution of a sensor is the smallest possible distinction between two measuring points. For a QuellTech 3D laser scanner, the measurement width in x divided by the number of pixels determines the x-resolution. The z-resolution is calculated from the x-resolution, the angle of triangulation, the distance between transmitter and receiver and the Scheimpflug angle.
The z-resolution is usually measured over many profiles and thus generates a standard distribution of the individual profiles. The mean value of this standard distribution represents the resolution in the z-direction. The resolution measured in this way is also a synonym for repeatability or precision.
In the selection of a suitable sensor to check the required dimensional tolerance of an object, the resolution must match the dimensional tolerance. The resolution in x direction, i.e. along the laser profile line, depends on the optics and the image chip, i.e. the hardware configuration of the sensor.
The resolution in the z-direction, i.e. the height of the profile point, depends on the one hand on the X-resolution and on the other hand on the surface roughness of the component to be measured. As a rule, it can be assumed that the rougher a surface is, the more noise it generates. This noise reduces the achievable resolution.
The repeatability indicates how robust the measurement data is, or whether it is subject to fluctuations. Since the laser lines triangulators usually have no moving parts, a high repeatability of the sensor can be expected. However, since the sensor almost always makes a movement by means of a precise axis over the measurement object, or the measurement object is moved under the laser sensor over a conveyor belt, height errors can be picked up by these movements, which then reduce the repeatability. These height errors can then be eliminated using differential measurement techniques.
As a rule of thumb when selecting a sensor, one can assume:
The smallest detail still to be measured is about a factor of 5 larger than the respective resolution in x, y, and z. For example, if surface defects of a size of 100 x 100 x 100 µm (x,y,z) are to be detected, the sensor should have a resolution of 20µm in x, 20 µm y, 20µm in z.
The accuracy is the calculated value, between the measured and the “true” value.
To determine this value, one takes a number of measurement profiles and calculates an average profile from them. Then the difference is calculated between the true value of the distance with the measured value over the profile. This also allows the linearity to be determined.
Accuracy is the value that lies between the measured value and the “true” measured value.
If a height standard of 10 mm, which has an accuracy of 0.1 µm, is used to measure the height of 9.980 mm with the laser sensor, a deviation of 20 µm from the real value is obtained. If, on the other hand, 9.999 mm is measured, the deviation is only 1 µm.
The accuracy of a laser scanner, depends on the high quality of the optics, the precise assembly of all optical components and the quality of the calibration.
This means that through a high quality calibration, also a high accuracy of the sensor can be achieved.
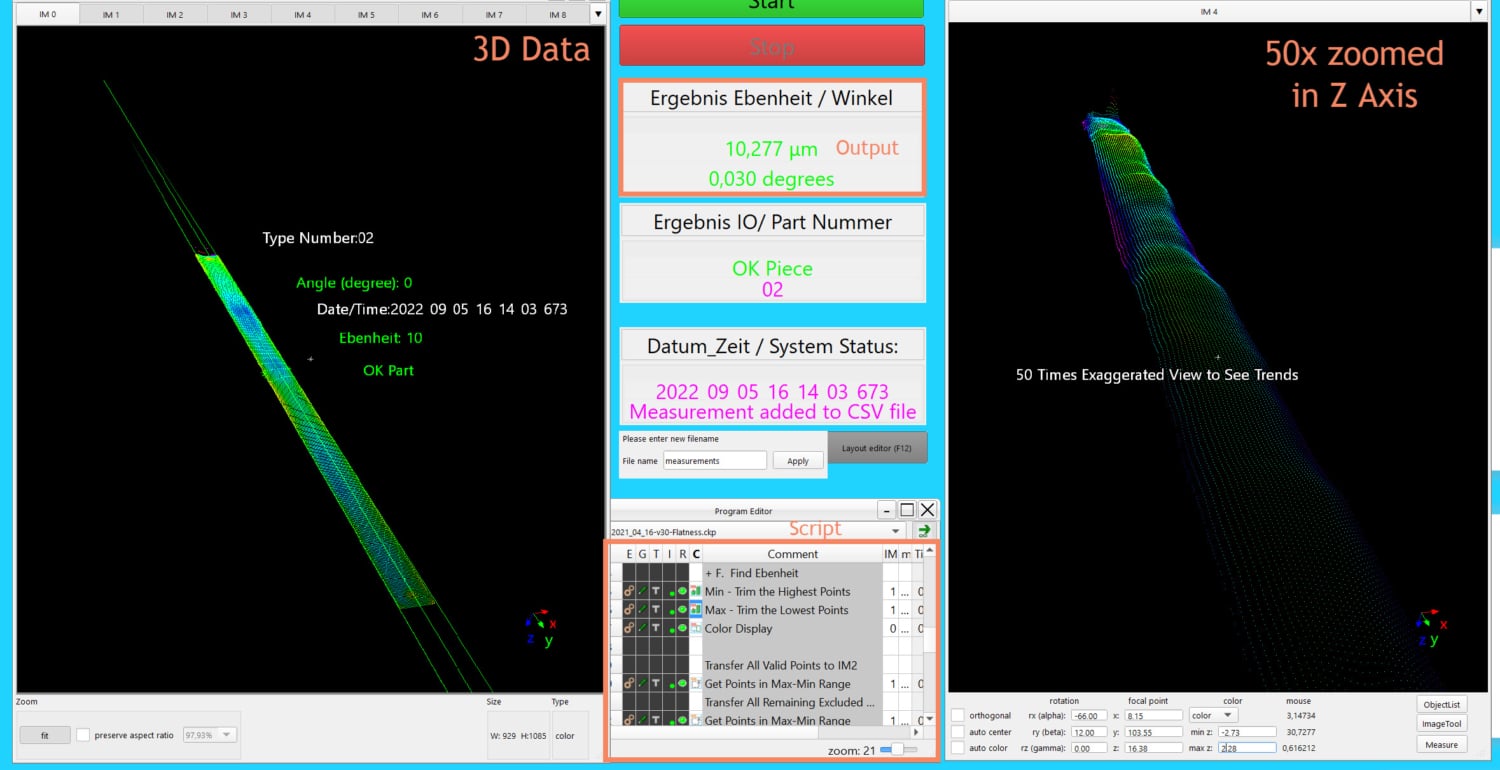
From many measured profiles that are averaged, the deviation in Z direction can be determined over the measuring range. This is an indication for the best focus range of the sensor, i.e. the working range in which the optics image sharpest.
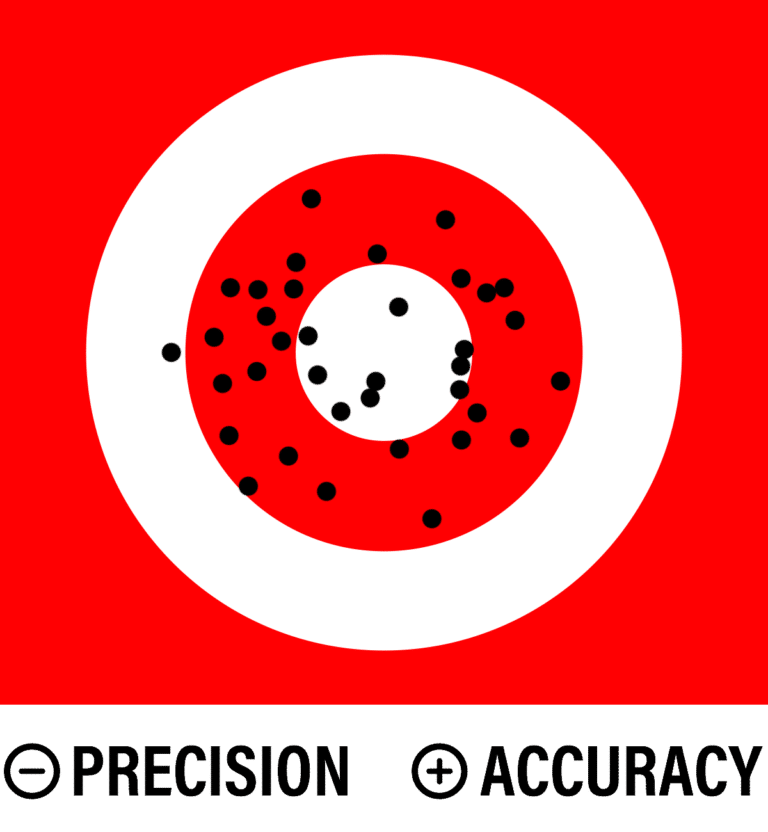
The precision says something about the scatter of the measured values. If the measured values are very close to each other, this is called high precision. Nevertheless, high precision alone is not enough, because the values can still have poor accuracy even though they are close together.
Therefore, in practice, it is important that precision and accuracy are good, then good measurement results can be achieved.
However, the influence of handling movements is often underestimated, e.g. if a robot only achieves a positioning accuracy of 600 µm, a laser triangulation sensor can have an accuracy of 4 µm, but this is then superimposed by robot positioning accuracy. Nevertheless, even under such conditions, sophisticated measurement strategies can still achieve high accuracies with this optical measurement method.
We are happy to help you with that!

Stefan Ringwald
Technical Contact
If you have any questions about Industrial Image Processing or would like a consultation from QuellTech on this subject, we will be happy to help.
We would like to help you to precisely evaluate your specific measurement task. Through an initial free test measurement of your application, we can give you an early assessment of the feasibility.
There is always potential for improvement, we will help you with that. Contact us for more information or to make an appointment for a consultation.
Would you like to assess the feasibility of your measurement task as early as possible? Contact us and take advantage of our free initial sample measurement.
By submitting the contact form, you agree that your data will be used to process your request (further information and instructions on withdrawal can be found in the privacy policy).
Your technically competent contact, Stefan Ringwald, will be happy to help you.
Our aim is to fully understand your specific technical requirements for your current measurement task.
Thanks to many years of experience with complex tasks in the field of 3D laser measurement, you will receive well-founded solution proposals from us.
Hinweis für Deutsche Unternehmen:
Für Investitionen in Ausrüstungen gilt seit Juli 2025 eine degressive Sonderabschreibung von bis zu 30% p.a. – befristet bis Ende 2027.
Je früher die Anschaffung erfolgt, desto länger kann dieser Vorteil genutzt werden.
(Dies ist keine Steuerberatung, bitte wenden Sie sich für Details an Ihre Steuerberatung.)
You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More Information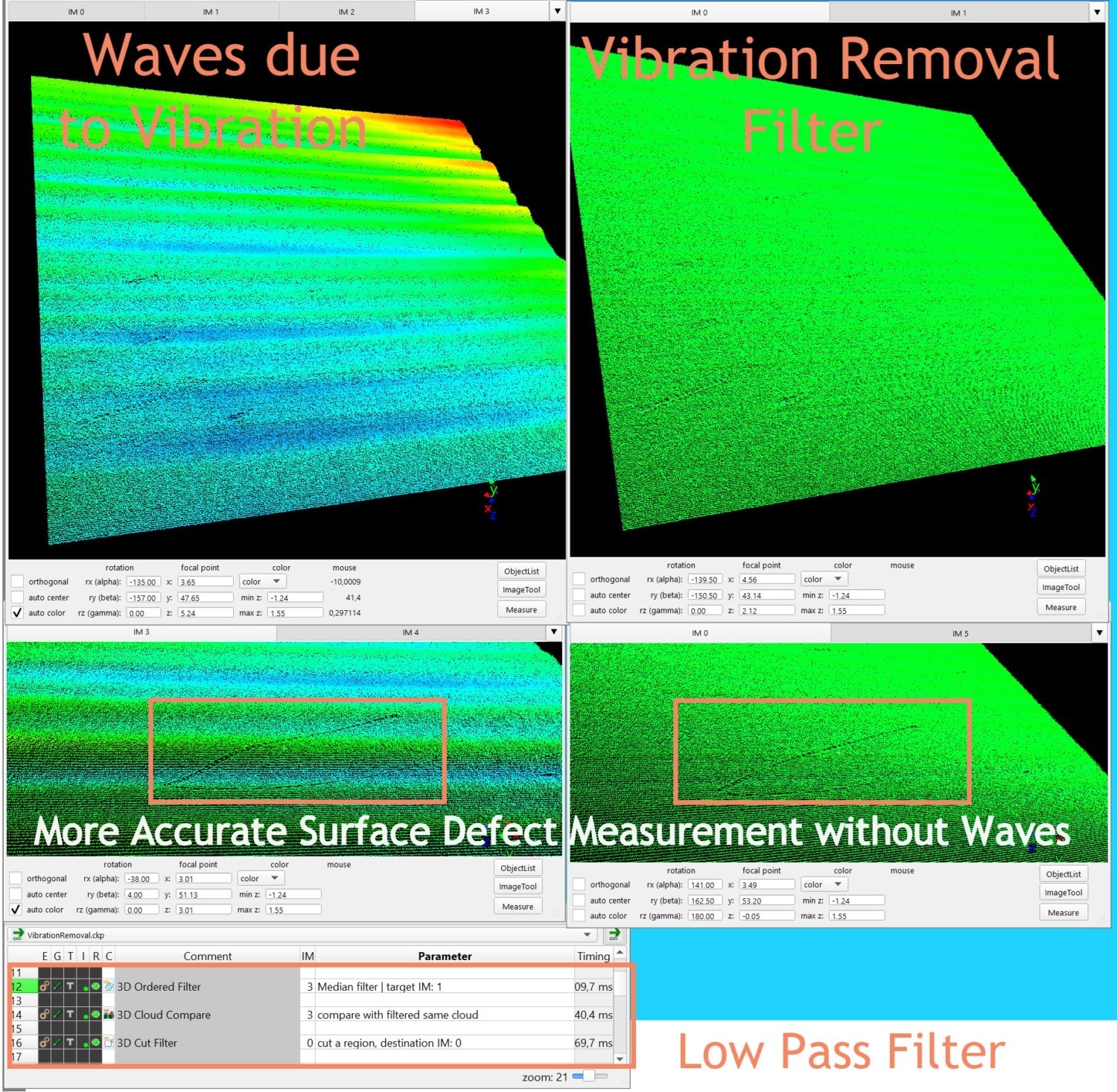{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}