Q5 Laser Scanner für 2D und 3D Messungen
Einsatzgebiete und Anwendungsbereiche
Die Laserscanner-Serie QuellTech Q5 bietet eine vorteilhafte Kombination aus kompaktem Design, hoher Auflösung und schneller Scan-Rate. Die Q5-Laserscanner sind in einer Vielzahl von Messanwendungen vielseitig einsetzbar. Sie eignen sich insbesondere für die Inline-Prüfung von Dimensionen bei begrenztem Platzbedarf und sind ideal für anspruchsvolle Umgebungen, die durch Wärme, Fremdlicht oder Staub beeinflusst werden.
Das Messprinzip der Lasertriangulation ist ein optimales Messverfahren für die automatische berührungslose Vermessung von:
- Freiform-Vergleich
- Profil
- Breite
- Höhe
- Tiefe
- Kante
- Nut
- Rille
- Raupe
- Winkel
- Rundheit
- Anwesenheit
- Planheit
- Verformung
- Bündigkeit
- Volumen
- Position
- Vollzähligkeit
- Bahntreue
- Verdopplung
- Ebenheit

Vorteile der Q5 Laserscanner
Die Q5 Laserscanner bieten zahlreiche Vorteile, darunter eine hohe Scan-Rate bei gleichzeitig kompaktem Design.
Der Sensor verfügt über verschiedene Einstellmöglichkeiten für den Auswertealgorithmus und liefert über Ethernet kalibrierte Messdaten in Millimetern für die X und Z-Achse.
Zu den herausragenden Merkmalen zählen eine hohe Auflösung sowie eine Profilgeschwindigkeit von 14.000 Profilen pro Sekunde und bis zu 28 Millionen Punkte pro Sekunde. Verfügbar sind Laserwellenlängen von 405/450 nm (blau) und 650 nm (rot). Besonders bei lichtabsorbierenden Oberflächen bietet der Q5-Laserscanner dem Anwender die Flexibilität, mit verschiedenen Laserleistungen zu arbeiten. Es stehen optische Leistungsstufen von 1 mW bis zu 500 mW zur Verfügung.
Diese Merkmale machen die Q5 Laserscanner Produktreihe besonders vielseitig und leistungsstark:
- Hohe Präzision durch eine Auflösung von bis zu 0,3 µm.
- Zuverlässige Messungen auf hochglänzenden Materialien durch spezielle Algorithmen, wie COG und Finite Impulse Response.
- Flexible Einsatzmöglichkeiten durch die Master-Slave-Konfiguration für den Multi-Scanner-Betrieb.
- Erhöhte Sicherheit und Schutz durch integrierte Temperatur-Sensoren in der Elektronik und im Laser.
- 1 Trigger-Eingang und Encoder-Eingang (RS422).
- Individuell hochpräzise Kalibrierung, die direkt im Scanner verarbeitet wird.
- Laser Safe Input für zusätzliche Sicherheitsmaßnahmen.
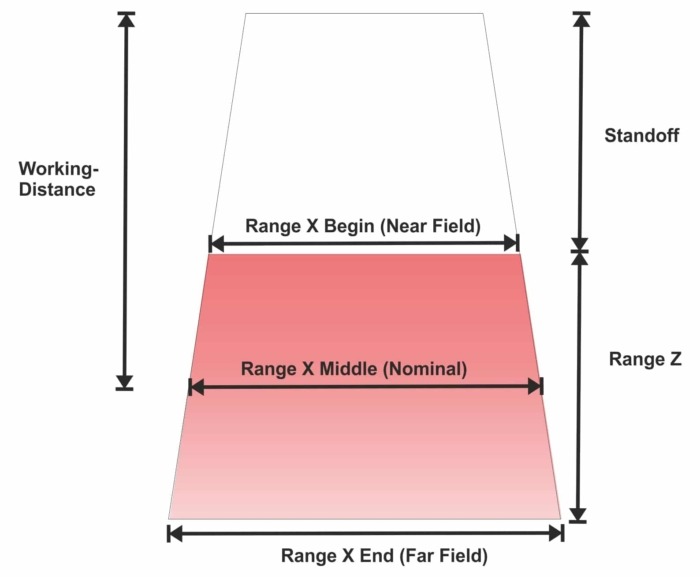
Technische Daten Q5 Laser Scanner
| Scanner Type | Q5-D5 | Q5-D30 | Q5-D46 | Q5-D60 | Q5-D120 | Q5-D300 | Q5-D800 | Q5-D1000 |
|---|---|---|---|---|---|---|---|---|
| Range Z [mm] | 3 | 30 | 46 | 60 | 120 | 300 | 800 | 1090 |
| Range Begin X [mm] | 6 | 33 | 42 | 87 | 123 | 268 | 599 | 577 |
| Range X Middle [mm] | 6,4 | 38 | 53 | 106 | 163 | 329 | 1062 | 1294 |
| Range End X [mm] | 6,8 | 42 | 62 | 121 | 203 | 413 | 1657 | 2010 |
| Working Distance z-Range Middle [mm] | 31 | 106 | 90 | 106 | 197 | 400 | 744 | 920 |
| Resolution in x [µm] | 5 | 18 | 26 | 52 | 80 | 161 | 519 | 632 |
| Resolution in z [µm] numerical, 6 subpixel | 0,1 | 0,8 | 1,3 | 1,4 | 4,1 | 4,2 | 36,9 | 79 |
Anwendungen in der Praxis
- Schichtdickenmessung
- Ebenheit messen
- Oberflächenprüfung
- Inline Prüfung von Maßhaltigkeit
- Schweißnaht Inspektion
- Kleberaupen Kontrolle
- Inline Qualitätsüberprüfung an Schmiedeteilen
- Vermessung von Aluminium Brammen
- Winkeleinstellung bei Flugzeugklappen und Querrudern
- Inspektion von gedruckten Schaltungen
- Präventive Instandhaltung
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenHäufig gestellte Fragen
Durch die Messung der Laserprofile gegen ein Toleranzband. Dabei werden alle Abweichungen, die das Toleranzband über- oder unterschreiten als „Fehler“ aufgezeichnet.
Im Prinzip unbegrenzt, da es möglich ist, dass mehrere 3D Laserscanner nebeneinander parallel angeordnet werden können, um damit große Messbreiten bei einer hohen Auflösung zu erreichen. Einzelne 3 D Laserscanner erreichen bis zu 1,5 m Messbreite. Die besten Auflösungen, also die kleinste Entfernung die zwei benachbarten Pixel erreichen können, liegt bei 0,5 µm in z und bei ca. 5 µm in x.
Die 3 D Laser Scanner von QuellTech können je nach Ausführung sehr robust und immun gegenüber Fremdlicht gemacht werden ,insbesondere ist das wichtig in Umgebungen von Schweißprozessen. Gegen hohe Wärmeeinwirkung bietet QuellTech als Laserscanner Zubehör Wasser-/Luftkühler an. Vibrationen können durch spezielle Methoden kompensiert werden. Staub und Feuchtigkeit werden durch Gehäuse mit IP 67 beherrscht.
Grundsätzlich nein, jedoch kann es in bestimmten Einsatzfällen sinnvoll sein. Zum Beispiel bei starken Umgebungstemperaturen, wie sie bei Messungen aufglühendem Stahl entstehen, müssen sowohl die Kabelführung als auch die Sensoren in einem gekühlten Gehäuse positioniert werden. Ebenso kann in sehr staubigen Umgebungen ein Gehäuse mit Fenstern für den optischen Pfad und leichtem Überdruck von sauberer Luft zur Verhinderung von Verschmutzungen verwendet werden
In Produktionsprozessen, in denen die Messobjekte auf einem Förderband oder Rollenförderer transportiert werden, können die 3D-Laserscanner an fixen Positionen wie z.B. oberhalb des Förderbandes angebracht werden, um die Objekte im Durchlauf kontinuierlich zu vermessen.
Hierfür wird ein sogenannter Design-In-Prozess durchgeführt. QuellTech evaluiert die genauen Anforderungen und das Platzangebot innerhalb der Maschine. Gegebenenfalls werden Anpassungen an die Sensorform vorgenommen. Nach sorgfältigen Tests von Software und dem Zusammenspiel mit anderen Systemen der Produktionsanlage kann die Sensorik nach Freigaben vom Kunden in Serie verbaut werden.
In der Regel können wir unsere Projekte remote implementieren. Bei sehr komplexen Inbetriebnahmen sind wir jederzeit auch vor Ort verfügbar. Weitere Anpassungen nach einer Projektimplementierung können ebenfalls remote vorgenommen werden.
Bei Metallkanten entstehen durch die Verarbeitung Grate, die verrundet werden müssen. Damit sichergestellt werden kann, dass die Verrundung bestimmte Radien nicht unter-, oder überschreitet, wird mit einem Laser Scanner profilweise der Radius der Kannten mit einer Circle-Fit Verfahren überprüft.
Durch die Aufnahme von einigen Millionen Messpunkten und die Verwendung von erprobten speziellen Algorithmen, lassen sich Durchbiegung und Torsion präzise berechnen.
Unser Laser Sensoren, können mit Hochleistungslasern in komplementären Wellenlängen wie z.B. blau (450 nm) ausgerüstet werden, Daturch wird das rote oder gelbe abgestrahlte Licht des Objekts blockiert, und für die Vermessung wird nur das blaue reflektierte Laserlicht benutzt, wodurch ein stabiles Messergebnis erzielt wird.
Durch die Anordnung der Sensoren, die sich auf den Flächen genau gegenüberstehe, kann die Dicke eines Metallbandes, oder Metallkörpers in der Bewegung genau vermessen werden. Vibrationen, die auftreten können, werden durch diese differenzielle Messmethode kompensiert.
Das Profil des Laser Sensors wird auf beide Schenkel des Winkels projiziert, und aus dem reflektierten Licht wird über einen bestimmten Winkel-Algorithmus der Winkel berechnet.
Vor dem Schweißprozess erfasst ein Laser Scanner die Position und Spaltbreite des Schweißspaltes und gibt die korrekte Position an die Achsensteuerung der Schweiß-Anlage aus. Diese korrigiert dann den Schweißbrenner während dem Schweißvorgang auf die korrekte Position
Ein Laser Scanner wird unmittelbar nach dem Schweißprozess mit der Anlage mitgeführt. dieser Sensor vermisst die Schweißnahtgeometrie und gibt bei Schweißfehlern einen Alarmzustand aus, der den Schweißprozess sofort stoppen kann. Somit hat der Bediener der Anlage die Möglichkeit frühzeitig den Fehler zu korrigieren und kann damit Ausschuss verhindern.
Bei Metallkanten entstehen durch die Verarbeitung Grate, die verrundet werden müssen. Damit sichergestellt werden kann, dass die Verrundung bestimmte Radien nicht unter-, oder überschreitet, wird mit einem Laser Scanner profilweise der Radius der Kannten mit einer Circle-Fit Verfahren überprüft.
Können wir Sie bei Ihrer Messaufgabe unterstützen?
Wir führen für Sie gerne eine erste kostenlose Testmessung durch, geben Ihnen eine Einschätzung der Machbarkeit und betreuen Sie technisch und vertrieblich in der weiteren Vorgehensweise.
Nehmen Sie Kontakt mit uns auf!

Durch das Absenden des Kontaktformulars erklären Sie sich damit einverstanden, dass Ihre Daten zur Bearbeitung Ihrer Anfrage verwendet werden (weitere Informationen und Hinweise zum Widerruf finden Sie in der Datenschutzerklärung).
Technischer Kontakt
Ihr technisch fachkundiger Ansprechpartner, Stefan Ringwald, hilft Ihnen gerne weiter.
Ihre Herausforderung verstehen
Unser Ziel ist es, Ihre spezifischen technischen Anforderungen für Ihre aktuelle Messaufgabe vollständig zu verstehen.
Fundiertes Lösungskonzept
Dank langjähriger Erfahrung mit komplexen Aufgaben im Bereich der 3D-Lasermesstechnik erhalten Sie von uns fundierte Lösungsvorschläge.