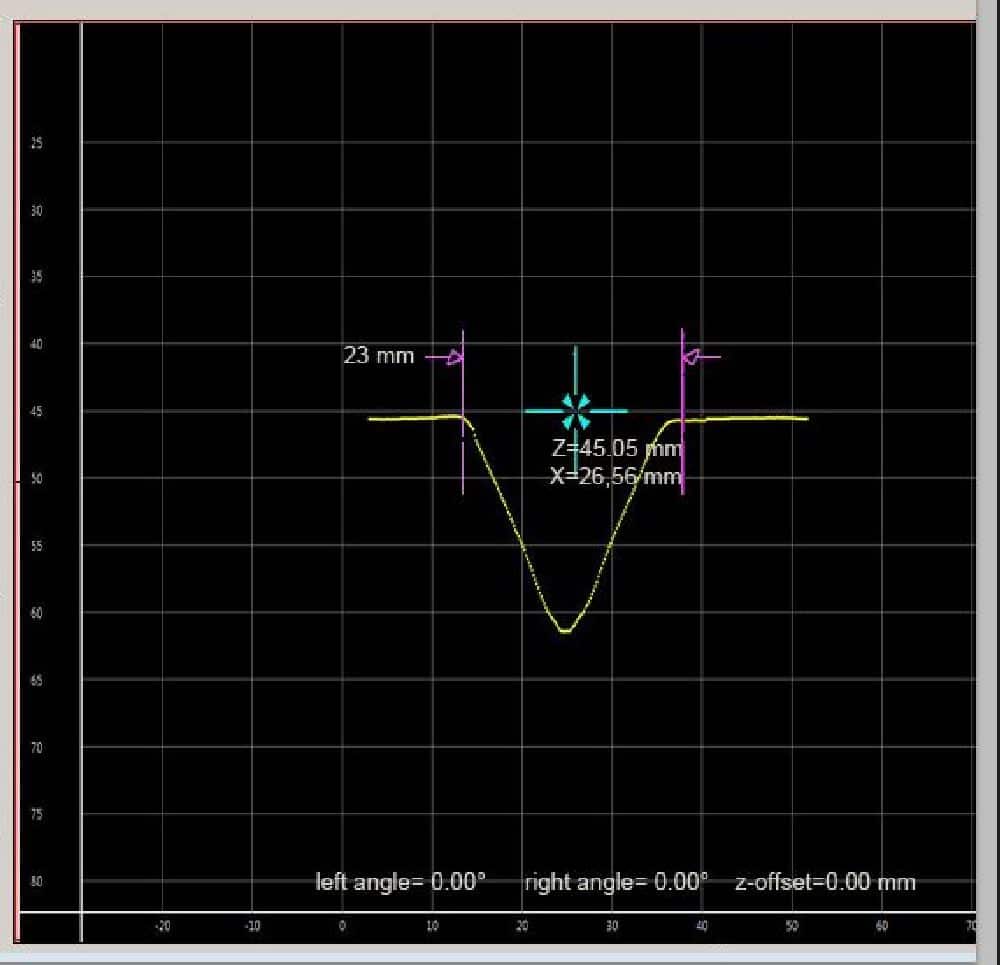
Weld seam tracking of a V-seam with QuellTech QS-Track software
In a weld seam guide, the welding torch is brought into the optimum position along the welding gap between two components. The gap is continuously scanned with a laser profile scanner running ahead and the optimum position for the torch is calculated.
When the torch reaches the measured position, it is moved to the optimum position at this point by means of the motor axes or a robot. This allows web and component tolerances and heat distortion to be compensated for during welding.
Quelltech offers weld seam tracking with 2D/3D laser line triangulation sensors (laser scanners) specifically designed for weld guidance. These laser scanners have a small form factor and are very robust against the process light of the welding process. Furthermore, coolers can be mounted modularly to them.
There are easily replaceable protective screens against welding spatter. Depending on the welding process, laser wavelengths complementary to the welding process light can be selected. Special algorithms and laser scanner arrangements allow reliable seam tracking even with deep V gaps and highly polished edges. An easily parameterizable seam tracking software allows seam tracking of almost all geometries.
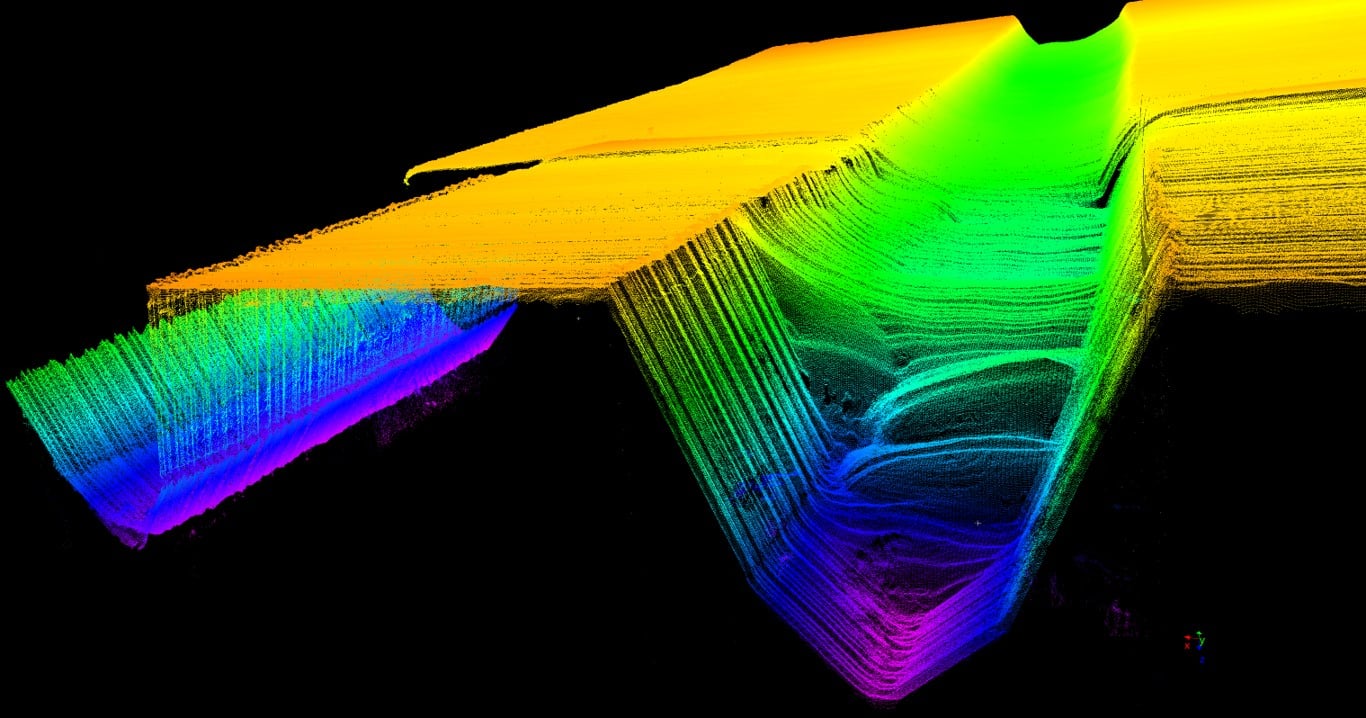
Point cloud of a multilayer weld seam
The QuellTech seam tracking software offers the user easy setting of geometries and tolerances without programming and enables communication with the welding system. In addition, tack welds can be toleranced, and a selectable automatic feature ensures optimal sensor light intensity. We are happy to offer support for the integration of the seam tracking software into customer-specific software systems.
The QuellTech system for weld seam tracking can guide different geometries among others:
The QuellTech seam tracking system, is suitable for various welding processes such as MIG, MAG, TIG, submerged arc welding, laser welding, laser brazing and plasma cutting.

In the past, we have used QuellTech solutions for weld seam tracking in a wide variety of projects. Here you can find a small excerpt of these projects:
Discover our success stories here as well:
Do you have a current project? We would be happy to provide an assessment of the feasibility of your measurement task as part of a free initial sample measurement.
Call us at +49 89 124 723 75 or write to [email protected]

Some areas of application for weld guidance are:
The use of QuellTech weld tracking systems offers many benefits, including improved weld quality and reduced scrap. Productivity can also be increased through the use of these systems, because time-consuming learning processes of seam topographies can be shortened.
In addition, the combination with QuellTech’s software for weld seam tracking, enables near-time and near-location monitoring and documentation of seam quality.

QuellTech Laser Scanner Q4-80s with small form factor (86 x 44 x 25 mm) for robotic welding

QuellTech Laser Scanner Q4-60 with optional cooler and protective window system
Welding seam tracking is a technique in which the welding torch and the welding wire are precisely positioned along the welding gap. When aligning the weld metal to the gap, various tolerances play a role that can influence the dimensions, geometry and position of the weld gap in space.
Even if the gap is laid out straight in the design, in practice it can be uneven and show variations in the width and height of the opposite edges. These variations can be caused by various factors such as the type of fixture or the dead weight of the components.
During the welding process, another effect occurs that can hardly be compensated for by design measures: Namely, thermal distortion. To compensate for these effects, the technique of laser weld seam tracking was developed.

There are various methods of weld seam tracking, although classical approaches are used less frequently today.
A traditional method is to guide the welding torch through a gap using a mechanical pin. However, this method is rarely used nowadays due to its susceptibility to interference (e.g. pin clamping) and its limited applicability to simple geometries. In addition, it does not provide any information about the height of the seam.
The state of the art today consists of optical sensors that detect the geometry and position of the seam without contact before the welding process. Point laser rangefinders with moving beam tracking have been used in some cases, but laser line triangulation sensors are becoming more common. These sensors capture 3D profiles of the gap in front of the welding torch.
In combination with special seam tracking software, the data is evaluated and the optimum position (in the x- and z-plane) is transmitted to the axis control of the welding system or welding robot. As a result, the optimum position of the weld seam can be achieved at any time, even if heat distortion occurs.
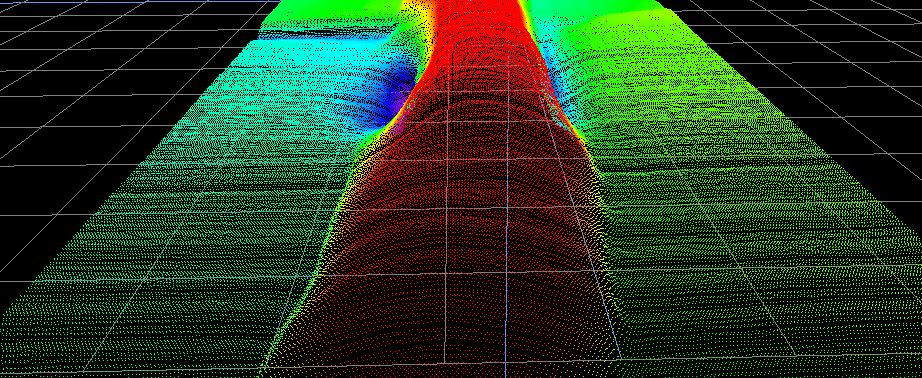
Point cloud of a weld seam with penetration notches
We are happy to help you with that!

Stefan Ringwald
Technical Contact
Among other things, we determine for you:
Would you like to assess the feasibility of your measurement task as early as possible? Contact us and take advantage of our free initial sample measurement.
By submitting the contact form, you agree that your data will be used to process your request (further information and instructions on withdrawal can be found in the privacy policy).
Your technically competent contact, Stefan Ringwald, will be happy to help you.
Our aim is to fully understand your specific technical requirements for your current measurement task.
Thanks to many years of experience with complex tasks in the field of 3D laser measurement, you will receive well-founded solution proposals from us.
Hinweis für Deutsche Unternehmen:
Für Investitionen in Ausrüstungen gilt seit Juli 2025 eine degressive Sonderabschreibung von bis zu 30% p.a. – befristet bis Ende 2027.
Je früher die Anschaffung erfolgt, desto länger kann dieser Vorteil genutzt werden.
(Dies ist keine Steuerberatung, bitte wenden Sie sich für Details an Ihre Steuerberatung.)
You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More Information