Q6 Laser Scanner for 2D and 3D Measurements
Areas of Application and Use
The Q6 laser scanner series is a powerful solution for industrial measurement tasks in medium and large measurement ranges, making it ideal for inline dimension inspection. The Q6 laser scanner has proven itself in demanding applications that require the highest precision, process stability, and fast processing speeds.
The Measurement Principle of Laser Triangulation is an optimal Method for automatic, non-contact Measurement of:
- Free Shape Comparison
- Profile
- Thickness
- Width
- Height
- Depth
- Edge
- Groove
- Channel
- Bead
- Angle
- Roundness
- Presence
- Planarity
- Parallelism
- Deformation
- Flushness
- Volume
- Position
- Completeness
- Track Accuracy
- Doubling
- Surface Defects

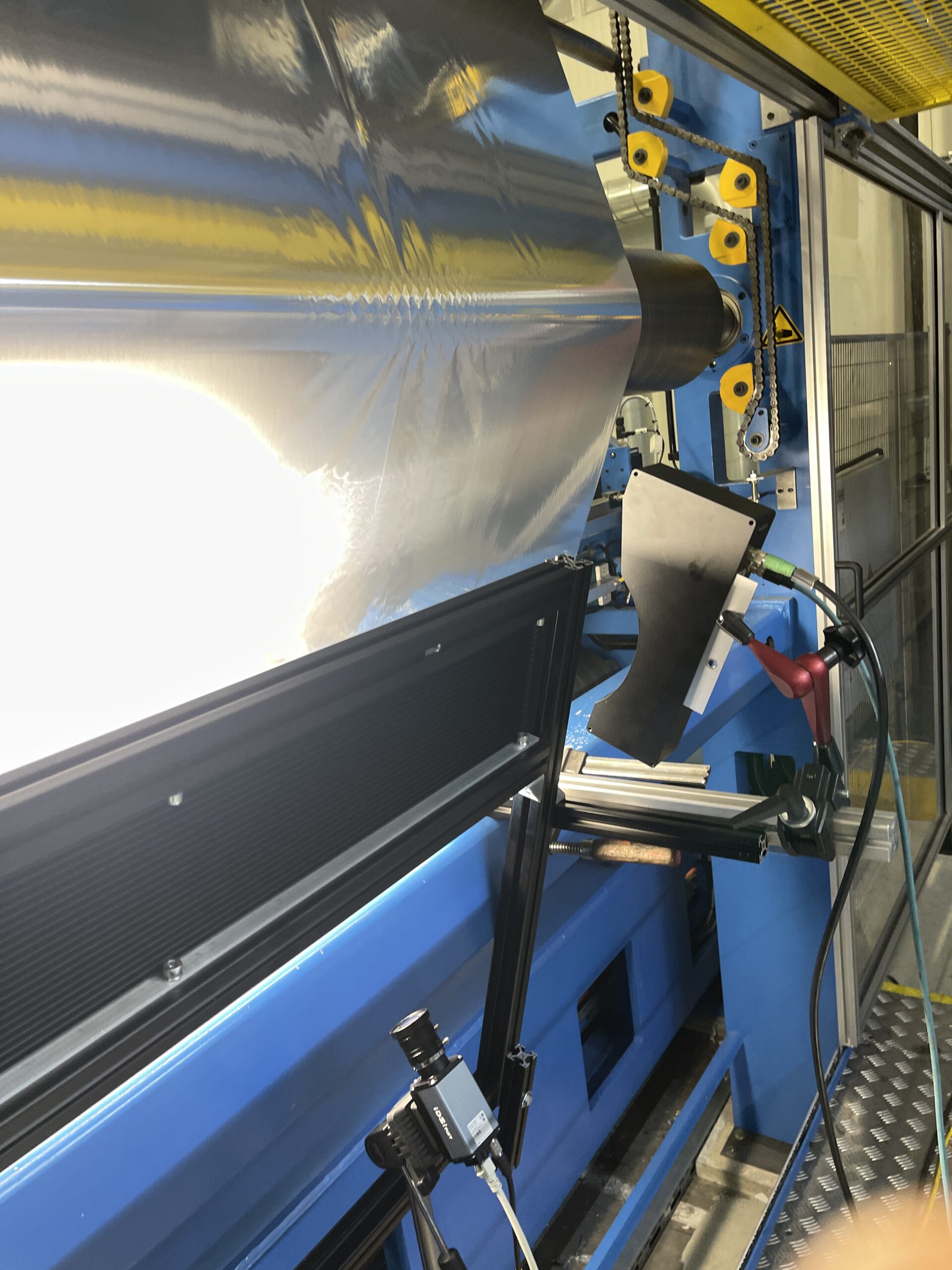
Inline flatness measurement on aluminium foil
Advantages of Q6 Laser Scanners
The Q6 laser scanners deliver high performance for demanding industrial measurement tasks.
These high-performance laser scanners offer an outstanding combination of high resolution, accuracy, and an impressive scan rate of up to 24,000 Hz, making them particularly suitable for precise measurement of challenging surfaces.
Various optical power levels are available, ranging from 1 mW to 160 mW. These different power classes and wavelengths can be optimally adapted to the surface of a measurement object.
Laser wavelengths include blue (405 nm or 450 nm) and red (650 nm). High resolution and profile speed of up to 20,000 profiles/s and up to 82 million points/s, X measurement range from 45 to 1000 mm, Z measurement range (height) from 15 to 800 mm.
The Q6 Laser Scanners: A Premium Solution for Precise and Efficient Measurements in Demanding Industrial Applications
- Maximum Flexibility through Parallel Operation: Support for the master-slave mode enables multiple scanners to operate in parallel. This significantly enhances flexibility and efficiency, especially in complex measurement processes.
- Outstanding Precision: With a resolution of up to 0.24 µm, the Q6 laser scanners provide exceptionally accurate measurement results, even for the most challenging measurement tasks.
- Reliable Measurements on Difficult Surfaces: Thanks to advanced algorithms, the Q6 laser scanners can perform precise measurements even on highly reflective or glossy surfaces.
- Versatile Customization for Maximum Flexibility: Special exposure modes and multiple trigger options (including two trigger inputs and an RS422 encoder input) allow for precise measurements of objects with widely varying light reflectivity.
- Increased Efficiency through Multi-Scanner Operation: The parallel use of multiple scanners in master-slave mode improves measurement speed and increases productivity while maintaining high precision.
- User-Friendly Operation: The ability to set multiple measurement windows directly on the chip and automatically track them simplifies operation significantly. Additionally, user-specific configurations can be stored directly in the scanner, making setup and usage even more convenient.
- Robust Design for Demanding Environments: The durable housing of the Q6 laser scanners meets IP65 protection standards, making them particularly suitable for use in harsh industrial environments.
- Seamless System Integration: With GenICam and GigEVision interfaces, the scanners can be easily integrated into existing systems, ensuring efficient and straightforward commissioning and data exchange.
- Factory-Calibrated Precision: The Q6 laser scanners provide pre-calibrated measurement values straight from the factory, guaranteeing immediate accuracy and ease of commissioning.
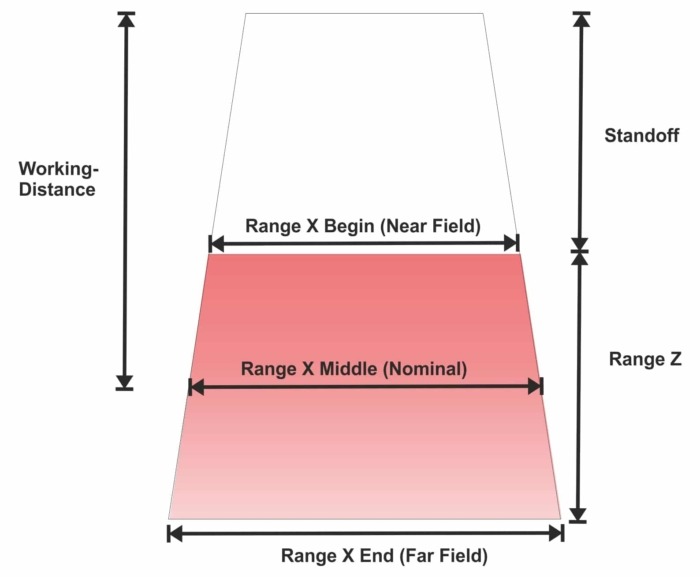
Technical Data Q6 Laser Scanner
| Scanner Type | Q6-D50 | Q6-D90 | Q6-D185 | Q6-D250 | Q6-D410 | Q6-D700 | Q6-D1100 |
|---|---|---|---|---|---|---|---|
| Range Z [mm] | 14 | 15 | 15 | 150 | 250 | 300 | 800 |
| Range X Begin [mm] | 47 | 78 | 144 | 152 | 220 | 414 | 427 |
| Range X Middle [mm] | 50 | 82 | 148 | 181 | 290 | 497 | 840 |
| Range X End [mm] | 52 | 84 | 152 | 209 | 362 | 582 | 1.280 |
| Working Distance z-Range Middle [mm] | 140 | 172,5 | 172,5 | 400 | 400 | 680 | 744 |
| Resolution in x [µm] | 12,21 | 20,02 | 36,13 | 44,19 | 70,80 | 121,34 | 205,08 |
| Resolution in z [µm] numerical, 6 subpixel | 0,30 | 0,50 | 0,70 | 1,70 | 2,20 | 3,78 | 10,34 |
Measurement Technology in Practice
- Dimensional measurement of aluminum and steel slabs
- Pin straightness measurement in connectors
- Curvature measurement of surfaces
- Gap measurement and gap control
- Inline inspection of dimensional accuracy
- Volume measurement
- Preventive maintenance
- Coating thickness measurement
- Flatness measurement
- Surface inspection
- Detection of surface defects
- Angle adjustment for aircraft flaps and ailerons
- Inspection of printed circuits
Frequently Asked Questions
By measuring the laser profiles against a tolerance band. Any deviations that exceed or fall below the tolerance band are recorded as “errors.”
In principle, unlimited, as it is possible to arrange several 3D laser scanners side by side in parallel to achieve large measurement widths with high resolution. Individual 3D laser scanners can measure up to 1.5 meters in width. The best resolutions, meaning the smallest distance between two adjacent pixels, are 0.5 µm in the z-axis and about 5 µm in the x-axis.
QuellTech’s 3D laser scanners can be made very robust and immune to ambient light, depending on the model. This is especially important in environments involving welding processes. For high heat exposure, QuellTech offers water/air coolers as laser scanner accessories. Vibrations can be compensated for by special methods. Dust and moisture are managed with IP 67 enclosures.
Not necessarily, but in some cases, it may be advisable. For example, in high ambient temperatures, such as those created when measuring glowing steel, both the cable routing and sensors must be positioned in a cooled enclosure. In very dusty environments, an enclosure with windows for the optical path and a slight overpressure of clean air can be used to prevent contamination.
In production processes where the measurement objects are transported on a conveyor belt or roller conveyor, the 3D laser scanners can be mounted in fixed positions, such as above the conveyor belt, to continuously measure the objects as they pass through.
A design-in process is carried out for this purpose. QuellTech evaluates the exact requirements and the available space within the machine. If necessary, adjustments are made to the sensor shape. After thorough testing of the software and its interaction with other systems of the production plant, the sensors can be installed in series once approved by the customer.
Typically, we can implement our projects remotely. For very complex commissioning, we are available on-site at any time. Further adjustments after project implementation can also be made remotely.
Our laser scanner generates a point cloud with several million measurement points, from which the flatness can be calculated directly.
By capturing several million measurement points and using proven specialized algorithms, deflection and torsion can be calculated precisely.
Our laser sensors can be equipped with high-power lasers in complementary wavelengths, such as blue (450 nm). This blocks the red or yellow emitted light from the object, allowing only the reflected blue laser light to be used for measurement, ensuring a stable measurement result.
By arranging sensors directly opposite each other on the surfaces, the thickness of a moving metal strip or body can be measured precisely. Vibrations that may occur are compensated for by this differential measurement method.
The laser sensor’s profile is projected onto both legs of the angle, and the angle is calculated from the reflected light using a specific angle algorithm.
Before the welding process, a laser scanner detects the position and gap width of the welding seam and transmits the correct position to the axis control of the welding system. The system then adjusts the welding torch to the correct position during the welding process.
A laser scanner is integrated directly after the welding process and follows the system. This sensor measures the weld seam geometry and issues an alarm in the event of welding errors, which can immediately stop the welding process. This enables the operator to correct the error early and prevent scrap.
During metal processing, burrs are created on edges that need to be rounded. To ensure that the rounding does not fall below or exceed specific radii, a laser scanner is used to measure the edge radius profile by profile using a circle-fitting method.
Can we help you with your Measurement Task?
We are happy to conduct an initial free test measurement for you, provide a feasibility assessment, and support you both technically and commercially in the next steps.
Contact us!

By submitting the contact form, you agree that your data will be used to process your request (further information and instructions on withdrawal can be found in the privacy policy).
Technical Contact
Your technically competent contact, Stefan Ringwald, will be happy to help you.
Understanding your Challenge
Our aim is to fully understand your specific technical requirements for your current measurement task.
Well-founded Solution Proposal
Thanks to many years of experience with complex tasks in the field of 3D laser measurement, you will receive well-founded solution proposals from us.