In a surface inspection, the visible shell of an object is inspected. Here, irregularities on the surface are to be found, such as dents, cracks, scratches, dents. Also color changes and flat changes in the surface structure due to dirt or corrosion should be found.

Surface inspection: Surface defects of a metal roll as a 3D point cloud
Surface inspection is used in industries that manufacture products where aesthetics are important, such as stainless steel kitchen lines, or car bodies. Surface inspection is also used in sheet metal and steel fabrication where surface defects can lead to strength reduction. In metal welding, surface inspection is used to assess the quality of the weld and the strength of the joint.
Surface inspection can ensure important quality characteristics of the starting material in the run-up to product manufacture and thus avoid expensive rejects of end products later on.

There are various methods of surface inspection that are still used today, but are gradually being replaced by automated methods such as inline surface inspection directly in the production process as part of quality assurance in industrial companies.
The classic method is the visual inspection of a workpiece by humans. This often involves the use of specific lighting at different angles, which allows to increase the contrast of the surface.
These procedures are subject to fluctuations due to lack of concentration, personal condition, breaks etc. In particular, this test method only allows a purely qualitative test, i.e. not quantitative. In other words, humans can distinguish between good/bad, but they cannot, for example, detect the depth of a dent in µm.
Automated optical surface inspection (inline inspection), on the other hand, is increasingly being used in industrial production processes. The inspection is performed with the help of line scan or area scan cameras. With the help of image processing, the captured lines or 2D images are processed. There are three approaches to defect detection:
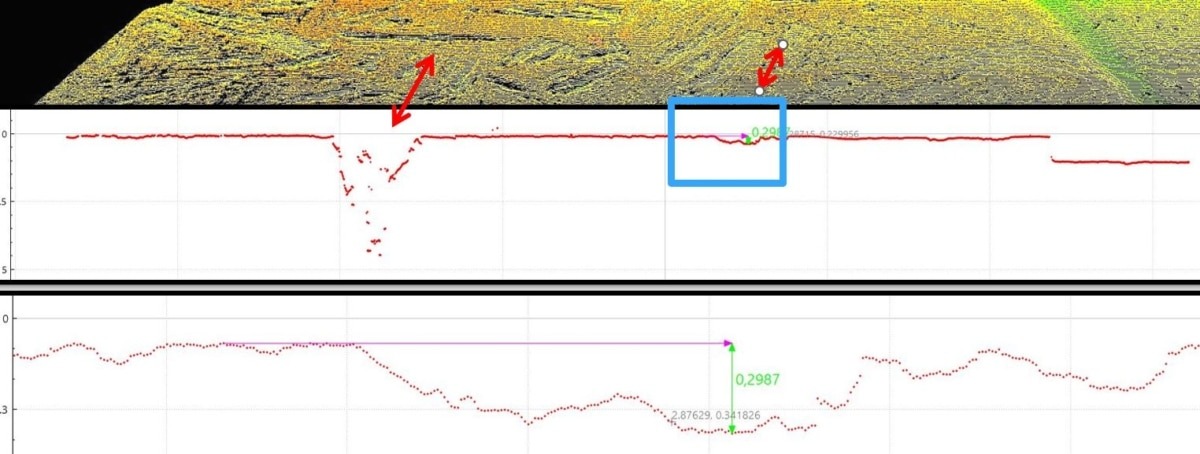
3D and 2D imaging of surface defects on a metal surface
The surface inspection of QuellTech is carried out with the help of 3D laser line scanners. The laser scanner is usually moved by means of a linear axis. The laser scanner projects a laser line of up to 1,000 mm in length vertically onto the surface to be inspected. The receiver unit of the laser scanner receives the diffuse reflection of the laser lines at an angle of approx. 40°. Since the distance and angle between the laser line and the receiving unit are known, a 3D profile of the measured surface can be calculated with high accuracy. If many such profiles are recorded sequentially in one movement, a 3D point cloud is obtained.
The 3D point cloud is then converted to mm values by a calibration algorithm. The calibrated point cloud is then read in by the QuellTech image processing software. The image processing software then performs various calculations on the number, size, length, depth and volume of surface defects. These results are compared to a tolerance field and sorted into good/bad.
Due to the high scan rates of the QuellTech laser scanners of up to 200,000 profiles/s, many laser profiles can be acquired 100% in one pass without any loss of time. Resolutions in the range of a few µm can be achieved.
The result of a QuellTech 3D surface inspection is then displayed on the screen as a colored surface, with a good/bad traffic light, number of defects, and saved as a report with the raw data. Furthermore, a process capability analysis can be output. The result output can be flexibly adapted to the customer’s needs and displayed in many languages.

Compared to camera-based 2D surface inspection, QuellTech’s 3D surface inspection can achieve a true quantitative measurement of surface defects in 3 dimensions. This provides a measured result in numbers for each of the three dimensions: Width, depth and length of each defect.

With QuellTech laser scanner-based surface inspection, there are a large number of application examples, including these:
In stainless steel and aluminium sheet production, quality grading of each sheet is achieved by 3 D laser scanner surface inspection. Thus, 100% monitoring is achieved in the sheet metal production.
Metal rolls for paper production with a diameter of approx. 3 m and a length of 6 m are inspected for surface defects using QuellTech laser scanners: This enables the customer to verify that the surface is free of defects during final inspection. If defects are nevertheless detected, these defects can be reworked and eliminated before the roll is delivered. Before the use of a QuellTech surface inspection system, it happened that surface defects were only discovered at the customer’s premises and a time-consuming and expensive return shipment had to be made so that the defects could be repaired.
Sealing surfaces of flange connections must be free of flaws and surface defects in order to achieve optimum sealing. Thus, the QuellTech laser scanners can check not only the surface quality but also the flatness.
In the production of rubber seal profiles, which often have complex geometries, several laser scanners are used at different angles to subject the complete envelope of the rubber seal to a surface inspection. This procedure can be used for continuous profiles as well as for very special profile segments.
When inspecting plastic parts, laser scanners are used to inspect the surface of both continuous material and complex bodies. The main incentive for surface inspection of plastics is aesthetic reasons.
An increasingly important area of application is weld inspection, which is basically a surface inspection. In this process, a whole range of welding defects become visible, such as pores, penetration notches, asymmetries, weld protrusions, cracks, component misalignment, end craters and weld spatter. Automated weld inspection with laser scanners is increasingly replacing manual visual inspection, achieving greater efficiency with a high and consistent defect detection rate.
During battery production, very thin copper carrier foils are coated with various materials. It is important not only to measure the coating thicknesses but also to identify surface defects at an early stage, since these surface defects can strongly influence the subsequent electrical behavior of the battery.
In cable production, typically 4 laser scanners are used to scan the entire surface on the 360° of the circumferences. These are mostly continuous products. If a surface defect is measured, the length coordinate of the defect location is recorded so that the defective segment can be cut out later. In the production of continuous products, very high throughput speeds are sometimes used, which means that QuellTech laser scanners with a very high scan rate (max. 200 kHz) are also used here.
We have used QuellTech solutions for surface inspection in a variety of projects in the past. Here is a brief selection of these projects:
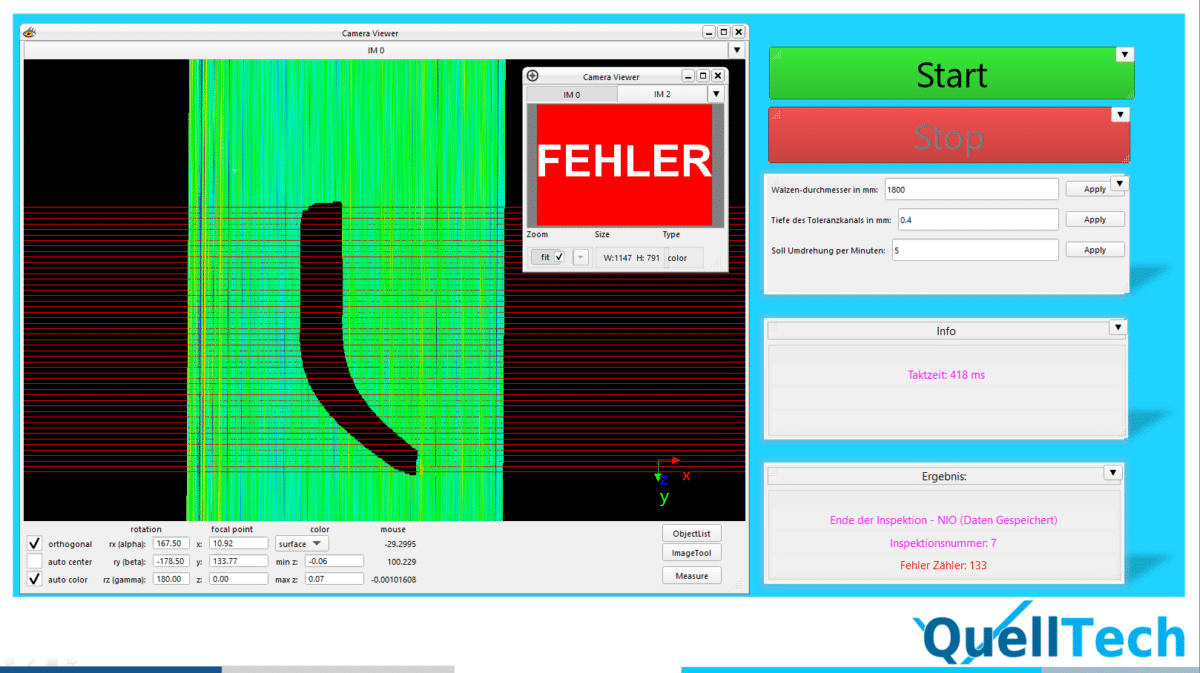
Result screen surface detection
Q6-D laser scanner series with a high resolution, large measuring range, robust against extraneous light suitable for high gloss surfaces.
Q5-D laser scanner series with a medium resolution, large measuring range, very high scan rate, robust against extraneous light suitable for high gloss surfaces.

Q6 Laser Scanner

Q5 Laser Scanner
We are happy to help you with that!

Stefan Ringwald
Technical Contact
If you have any questions about surface inspection or would like a consultation from QuellTech on this subject, we will be happy to help.
We would like to help you to precisely evaluate your specific measurement task. Through an initial free test measurement of your application, we can give you an early assessment of the feasibility.
There is always potential for improvement, we will help you with that. Contact us for more information or to make an appointment for a consultation.
Would you like to assess the feasibility of your measurement task as early as possible? Take advantage of our free initial sample measurement.
By submitting the contact form, you agree that your data will be used to process your request (further information and instructions on withdrawal can be found in the privacy policy).
Your technically competent contact, Stefan Ringwald, will be happy to help you.
Our aim is to fully understand your specific technical requirements for your current measurement task.
Thanks to many years of experience with complex tasks in the field of 3D laser measurement, you will receive well-founded solution proposals from us.
Hinweis für Deutsche Unternehmen:
Für Investitionen in Ausrüstungen gilt seit Juli 2025 eine degressive Sonderabschreibung von bis zu 30% p.a. – befristet bis Ende 2027.
Je früher die Anschaffung erfolgt, desto länger kann dieser Vorteil genutzt werden.
(Dies ist keine Steuerberatung, bitte wenden Sie sich für Details an Ihre Steuerberatung.)
You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More Information